Coal Ash Solutions
Astec Industries is a leading manufacturer of equipment and solutions for infrastructure development. Astec provides advanced process control and thermal treatment technologies that support materials beneficiation in the coal ash industry. With expert engineering, comprehensive services, and robust digital tools, Astec helps end users improve operational efficiency while achieving sustainable, cost‑effective performance.
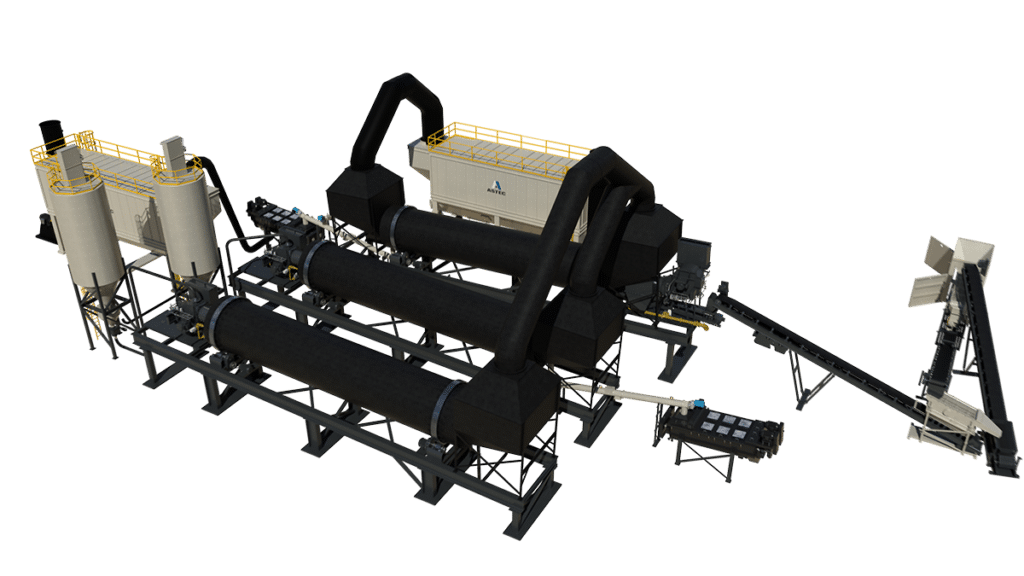
Coal Ash Beneficiation System
The system provides a method for improving the quality of coal ash by integrating drying, particle sizing, and carbon reduction into a continuous beneficiation process. The technology uses controlled heat, air classification, and staged carbon removal to produce a consistent, low‑carbon, properly sized coal ash suitable for use in concrete and other applications, while maximizing energy efficiency through heat recovery and closed‑loop material handling.
1
2
3
4
5
Our proven technology and commitment to client satisfaction ensure optimal performance and a successful transition to coal ash utilization. Contact Astec today to discuss your coal ash beneficiation needs and explore how our industry-leading solutions can benefit your operation.
Coal Ash
Beneficiation Process
The coal ash beneficiation system is designed to convert high‑moisture, carbon‑laden coal ash into a dry, ASTM‑compliant material suitable for commercial use. The process integrates drying, classification, milled, and staged carbon reduction, supported by an energy‑efficient heat‑recovery configuration.
One Technology Many Industries
Our engineering team works with customers across each of these industries to understand their specific material characteristics, throughput requirements, and regulatory constraints — then designs a system that meets those needs precisely. No off-the-shelf solutions. Every system is engineered to order.
- Coal Ash & Fly Ash Beneficiation
- Wastewater Biosolids
- Industrial & Frac Sand
- Minerals & Aggregates
- Soil Remediation
- Drill Cuttings & Oilfield Waste
- Biomass & Wood Waste
- Fertilizer & Compost
- Animal Bedding

Our rotary drying technology now processes biosolids at municipal wastewater facilities. These systems reduce waste volume and support sustainable biosolids management, showcasing the environmental and cross‑industry versatility of our core technology.
Request More Information
Tell us about your application and an Astec representative will be in touch.
"*" indicates required fields
Kevin Risley
Director of Sales Engineering
1.423.413.7987
[email protected]
Aaron Schoolfield
Sales Development
1.423.551.0550
[email protected]